








- Ультразвуковая система
- Ультразвуковой рупор
- Аппарат для ультразвуковой сварки пластмасс
- Аппарат для ультразвуковой сварки металла
- Ультразвуковая швейная машина
- Ультразвуковой режущий прибор
- Ультразвуковой гомогенизатор
- Ультразвуковой генератор
- Ультразвуковой преобразователь
- Ультразвуковая точечная сварка, ручная сварка
- Ультразвуковая машина для герметизации шлангов
- Ультразвуковой поворотный стол
- Водоотводное устройство
- Фланец









01




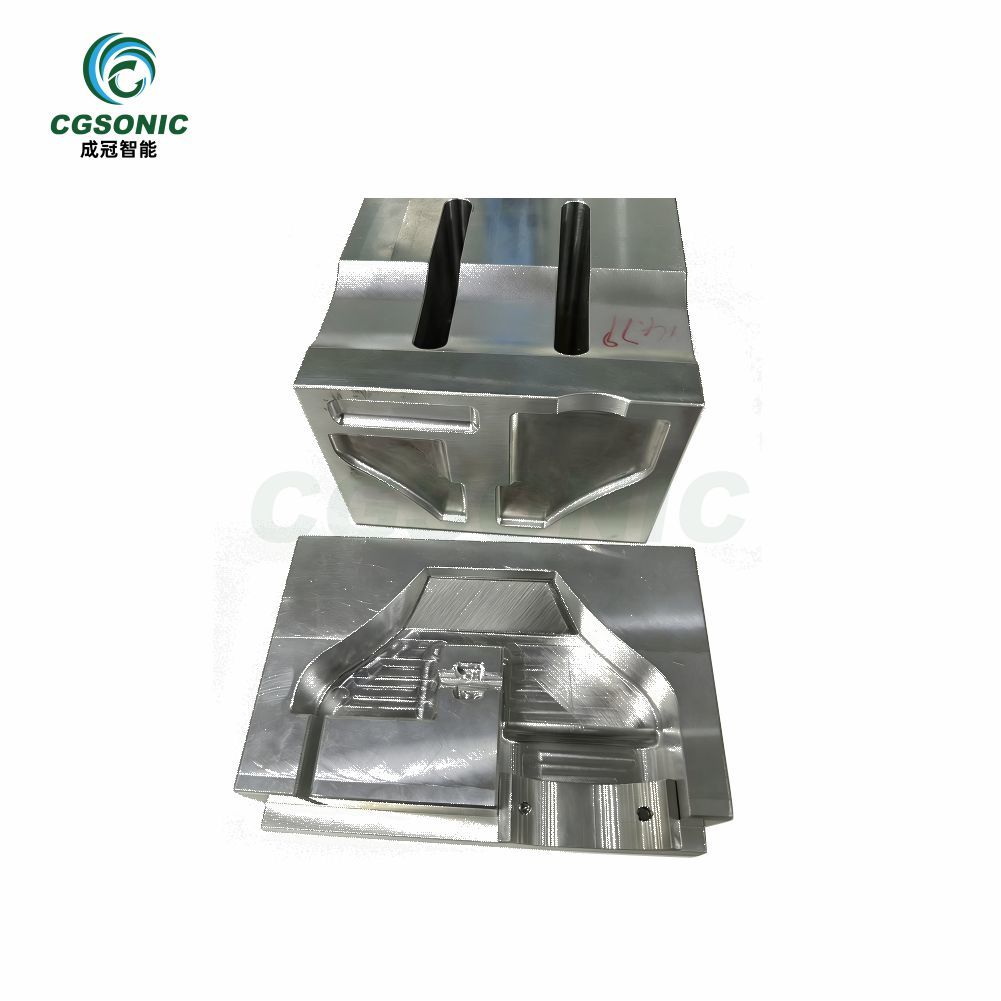
Как проектировать формы для ультразвуковой сварки (сварочные головки)
Ключевые детали дизайна
Ультразвуковая сварочная головка (пресс-форма) является ядром системы передачи энергии. Ее конструкция строится вокруг трех основных параметров: акустического согласования, структурной адаптации и обработки материала. Эти факторы напрямую определяют качество сварки и стабильность работы оборудования. Ключевые моменты следующие:
I. Согласование акустических характеристик (основное предварительное условие)
Сварочная головка должна действовать как резонатор и точно соответствовать частоте оборудования, чтобы избежать потерь энергии и повреждения оборудования. Режимы вибрации оптимизируются с помощью акустического моделирования для обеспечения равномерного распределения амплитуды и устранения концентрации напряжений. Амплитуда устанавливается рационально в соответствии с твердостью свариваемого материала, при этом контролируется коэффициент усиления амплитуды для баланса между эффективностью сварки и сроком службы пресс-формы.
II. Поверхность сварки и общая конструкция.
Конструкция сварочной поверхности должна обеспечивать баланс между концентрацией энергии и защитой изделия: следует добавить направляющие энергию элементы для фокусировки энергии и ускорения сварки; для предотвращения смещения изделия или его обратного позиционирования следует использовать системы позиционирования и надежные конструкции. Несвариваемые участки должны быть очищены. Скошенные или закругленные края предотвращают повреждение изделия и растрескивание пресс-формы. Общая конструкция должна обеспечивать баланс между легкостью и жесткостью; некритичные участки могут быть полыми, а пресс-формы с длинными ручками должны иметь ребра жесткости для предотвращения деформации.
III. Выбор и обработка материалов
Материалы должны обеспечивать баланс между акустическими характеристиками, прочностью и износостойкостью: титановые сплавы подходят для высокоточных и крупносерийных применений; алюминиевые сплавы отличаются высокой экономичностью и подходят для мелко- и среднесерийного производства; инструментальная сталь используется для сварки твердых материалов и материалов, содержащих стекловолокно. В зависимости от свойств материала применяются соответствующие термические или поверхностные обработки для повышения износостойкости и срока службы пресс-формы.
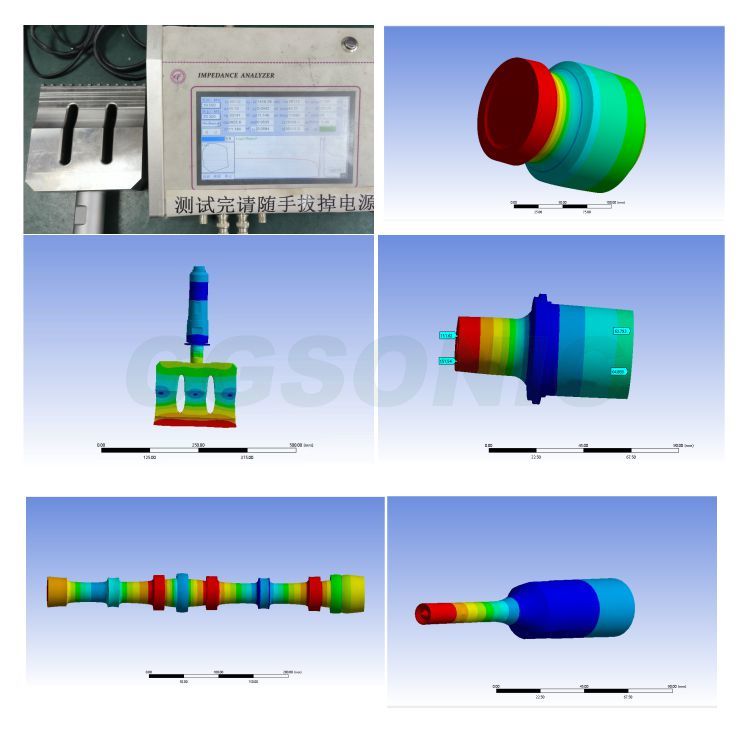
IV. Ключевые моменты подключения и проверки
Соединительная поверхность с амплитудным трансформатором должна точно соответствовать друг другу, чтобы обеспечить соосность и эффективность передачи энергии. После завершения проектирования проводятся моделирование, пробные сварочные испытания и испытания на долговечность, чтобы убедиться, что качество сварного шва и стабильность формы соответствуют стандартам. Модульная конструкция может быть использована для повышения адаптивности изделия и снижения затрат.